محافظت در برابر خوردگی در سال 2025 چرا گالوانیزه گرم هنوز پیشتاز است؟
غوطهوری داغگالوانیزه کردن(HDG) ارزش بلندمدت فوقالعادهای را برای پروژههای فولادی ارائه میدهد. پیوند متالورژیکی منحصر به فرد آن، دوام بینظیری را در برابر آسیب فراهم میکند. فرآیند غوطهوری، پوشش کامل و یکنواختی را تضمین میکند که روشهای اسپری کردن نمیتوانند آن را تکرار کنند. این محافظت دوگانه، هزینههای نگهداری چرخه عمر را به میزان قابل توجهی کاهش میدهد.
پیشبینی میشود بازار جهانی گالوانیزه در سال ۲۰۲۵ به ۶۸.۸۹ میلیارد دلار برسد.تولید کننده تجهیزات گالوانیزهپیشرفته میسازدخطوط گالوانیزهبرای پاسخگویی به این تقاضای رو به رشد.
نکات کلیدی
گالوانیزه گرمفولاد را بسیار محکم میکند. پیوند ویژهای ایجاد میکند که از فولاد بهتر از رنگ محافظت میکند.
گالوانیزه کردن تمام قسمتهای فولاد را میپوشاند. این کار از شروع زنگزدگی در نقاط پنهان جلوگیری میکند.
فولاد گالوانیزه در طول زمان باعث صرفهجویی در هزینه میشود. دوام زیادی دارد و نسبت به سایر پوششها به تعمیر کمتری نیاز دارد.
چه چیزی گالوانیزه گرم را به انتخابی برتر تبدیل میکند؟
گالوانیزه گرم (HDG) از سایر روشهای محافظت در برابر خوردگی متمایز است. برتری آن از سه نقطه قوت اصلی ناشی میشود: پیوند متالورژیکی ذوب شده، پوشش غوطهوری کامل و سیستم محافظتی دوگانه. این ویژگیها در کنار هم عملکرد بینظیر و ارزش بلندمدت را ارائه میدهند.
دوام بینظیر به لطف پیوند متالورژیکی
رنگ و سایر پوششها به سادگی به سطح فولاد میچسبند. گالوانیزه گرم، سطحی ایجاد میکند که جزئی از خود فولاد میشود. این فرآیند شامل غوطهور کردن یک قطعه فولادی در ...روی مذابتا تقریباً ۴۵۰ درجه سانتیگراد (۸۴۲ درجه فارنهایت) گرم میشود. این دمای بالا باعث واکنش انتشار میشود و روی و آهن را به هم جوش میدهد.
این فرآیند مجموعهای از لایههای آلیاژ روی-آهن مجزا را تشکیل میدهد. این لایهها به صورت متالورژیکی به زیرلایه فولادی متصل میشوند.
لایه گاما: نزدیکترین به فولاد، با حدود ۷۵٪ روی.
لایه دلتالایه بعدی، با حدود ۹۰٪ روی.
لایه زتا: یک لایه ضخیم حاوی تقریباً ۹۴٪ روی.
لایه اتا: لایه بیرونی روی خالص که به پوشش، رنگ اولیه و براق میدهد.
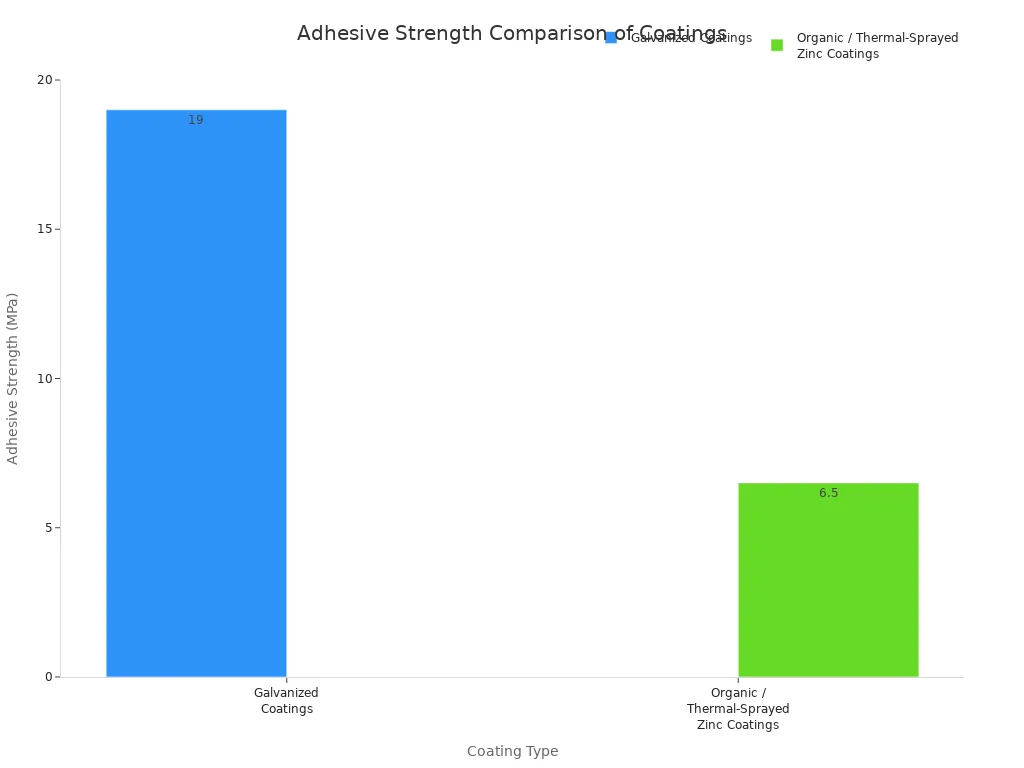
این لایههای درهمتنیده در واقع سختتر از فولاد پایه هستند و مقاومت فوقالعادهای در برابر سایش و آسیب ایجاد میکنند. لایههای داخلی سخت در برابر خراش مقاومت میکنند، در حالی که لایه بیرونی روی خالص که انعطافپذیرتر است میتواند ضربات را جذب کند. این پیوند متالورژیکی به طور قابل توجهی قویتر از پیوندهای مکانیکی سایر پوششها است.
نوع پوشش
استحکام باند (psi)
گالوانیزه گرم
~۳۶۰۰
سایر پوششها
۳۰۰-۶۰۰
این استحکام پیوند بسیار زیاد به این معنی است که پوشش گالوانیزه به سختی کنده یا تراشیده میشود. این پوشش به طور قابل اعتمادی در برابر سختیهای حمل و نقل، جابجایی و ساخت و ساز در محل مقاومت میکند.
پوشش کامل برای محافظت کامل
خوردگی ضعیفترین نقطه را پیدا میکند. رنگهای اسپری، پرایمر و سایر پوششها در برابر خطاهای کاربردی مانند چکه کردن، جاری شدن یا نقاط از دست رفته آسیبپذیر هستند. این نقصهای کوچک به نقاط شروع زنگزدگی تبدیل میشوند.
گالوانیزه گرم این خطر را از طریق غوطهوری کامل از بین میبرد. فرو بردن کل سازه فولادی در روی مذاب، پوشش کامل را تضمین میکند. روی مذاب به داخل، روی و اطراف تمام سطوح جریان مییابد.
هر گوشه، لبه، درز و بخش توخالی داخلی یک لایه محافظ یکنواخت دریافت میکند. این پوشش "لبه به لبه" تضمین میکند که هیچ ناحیه بدون محافظی در معرض محیط باقی نماند.
این حفاظت جامع فقط یک روش برتر نیست؛ بلکه یک الزام است. استانداردهای جهانی این سطح از کیفیت را برای تضمین عملکرد الزامی میکنند.
ASTM A123لازم است که سطح گالوانیزه پیوسته، صاف و یکنواخت باشد و هیچ قسمت بدون پوششی نداشته باشد.
ASTM A153قوانین مشابهی را برای یراقآلات تعیین میکند و خواستار پرداختی کامل و چسبنده است.
ایزو ۱۴۶۱استاندارد بینالمللی است که تضمین میکند محصولات فولادی ساخته شده پوشش کامل و یکنواختی دریافت میکنند.
این فرآیند، یک لایه محافظ ثابت را در کل سازه تضمین میکند، شاهکاری که اسپری دستی یا برسزنی نمیتواند آن را تکرار کند.
اقدام دوگانه: مانع و محافظت فداکارانه
پوشش گالوانیزه از فولاد به دو روش قدرتمند محافظت میکند.
اولاً، به عنوان یک عمل میکندپوشش مانعلایههای روی، فولاد را از تماس با رطوبت و اکسیژن محافظت میکنند. خود روی بسیار مقاوم است. در بیشتر محیطهای جوی، روی با سرعتی 10 تا 30 برابر کندتر از فولاد دچار خوردگی میشود. این سرعت خوردگی پایین، یک محافظ فیزیکی طولانی مدت فراهم میکند.
دوم، فراهم میکندحفاظت فداکارانهروی از نظر الکتروشیمیایی فعالتر از فولاد است. اگر پوشش در اثر خراش عمیق یا سوراخ مته آسیب ببیند، روی ابتدا خورده میشود و خود را برای محافظت از فولاد در معرض خطر "قربانی" میکند. این محافظت کاتدی از نفوذ زنگزدگی به زیر پوشش جلوگیری میکند و میتواند از نقاط خالی تا قطر ¼ اینچ محافظت کند. روی اساساً به عنوان محافظ فولاد عمل میکند و تضمین میکند که حتی اگر سد شکسته شود، سازه از خوردگی در امان میماند. این خاصیت خودترمیمی یک مزیت منحصر به فرد است.گالوانیزه کردن.
فرآیند HDG: نشان کیفیت
کیفیت استثنایی پوشش گالوانیزه گرم تصادفی نیست. این کیفیت حاصل یک فرآیند دقیق و چند مرحلهای است که پرداخت نهایی عالی را تضمین میکند. این فرآیند مدتها قبل از تماس فولاد با روی مذاب آغاز میشود.
از آماده سازی سطح تا غوطه وری روی مذاب
آمادهسازی مناسب سطح، مهمترین عامل برای یک پوشش موفق است. فولاد باید کاملاً تمیز باشد تا واکنش متالورژیکی رخ دهد. این فرآیند شامل سه مرحله کلیدی است:
چربی زداییمحلول قلیایی داغ، آلایندههای آلی مانند خاک، گریس و روغن را از فولاد پاک میکند.
ترشی انداختنفولاد در یک حمام اسید رقیق فرو برده میشود تا پوستههای نورد و زنگزدگی از آن جدا شوند.
شارشغوطهوری نهایی در محلول کلرید آمونیوم روی، هرگونه اکسید باقیمانده را از بین میبرد و یک لایه محافظ برای جلوگیری از تشکیل زنگزدگی جدید قبل از گالوانیزه ایجاد میکند.
تنها پس از این تمیزکاری دقیق، فولاد در حمام روی مذاب غوطهور میشود که معمولاً تا حدود ۴۵۰ درجه سانتیگراد (۸۴۲ درجه فارنهایت) گرم میشود.
نقش یک تولیدکننده تجهیزات گالوانیزه
کیفیت کل فرآیند به ماشینآلات بستگی دارد. یک تولیدکننده حرفهای تجهیزات گالوانیزه، خطوط پیشرفتهای را طراحی و میسازد که HDG مدرن را ممکن میسازد. امروزه، یک تولیدکننده پیشرو تجهیزات گالوانیزه، اتوماسیون و حسگرهای بلادرنگ را برای کنترل دقیق در خود جای داده است. این امر تضمین میکند که هر مرحله، از تمیز کردن شیمیایی گرفته تا مدیریت دما، بهینه شده است. علاوه بر این، یک تولیدکننده مسئول تجهیزات گالوانیزه، سیستمهایی را طراحی میکند که مطابق با استانداردهای سختگیرانه زیستمحیطی و ایمنی هستند، که اغلب شامل سیستمهای حلقه بسته برای مدیریت ضایعات هستند. تخصص تولیدکننده تجهیزات گالوانیزه برای نتایج پایدار و با کیفیت بالا ضروری است.
چگونه ضخامت پوشش، طول عمر را تضمین میکند
فرآیند کنترلشده، که توسط سیستمهای یک تولیدکننده تجهیزات گالوانیزه درجه یک مدیریت میشود، مستقیماً بر ضخامت نهایی پوشش تأثیر میگذارد. این ضخامت، پیشبینیکننده کلیدی عمر مفید فولاد است. یک پوشش روی ضخیمتر و یکنواختتر، دوره طولانیتری از محافظت در برابر نفوذ و همچنین محافظت در برابر خوردگی را فراهم میکند. استانداردهای صنعتی، حداقل ضخامت پوشش را بر اساس نوع و اندازه فولاد مشخص میکنند و تضمین میکنند که فولاد میتواند برای دههها با حداقل نگهداری در برابر محیط مورد نظر خود مقاومت کند.
HDG در مقابل جایگزینها: مقایسه عملکرد در سال ۲۰۲۵
انتخاب یک سیستم محافظت در برابر خوردگی نیاز به بررسی دقیق عملکرد، دوام و هزینه بلندمدت دارد. در حالی که گزینههای زیادی وجود دارد،گالوانیزه گرمبرتری خود را در مقایسه مستقیم با رنگها، اپوکسیها و آسترها به طور مداوم ثابت میکند.
در برابر رنگ و پوششهای اپوکسی
رنگ و پوششهای اپوکسی، لایههای سطحی هستند. آنها یک لایه محافظ ایجاد میکنند اما از نظر شیمیایی با فولاد پیوند برقرار نمیکنند. این تفاوت اساسی منجر به شکافهای عملکردی عمدهای میشود.
پوششهای اپوکسی به ویژه مستعد خرابی هستند. آنها میتوانند ترک بخورند و پوسته شوند و فولاد زیرین را نمایان کنند. به محض اینکه این لایه محافظ شکسته شود، خوردگی میتواند به سرعت گسترش یابد. اداره راههای ایالت نیویورک این موضوع را به طور مستقیم متوجه شد. آنها در ابتدا از میلگرد با پوشش اپوکسی برای تعمیرات جادهها استفاده میکردند، اما پوششها به سرعت ترک خوردند. این امر منجر به تخریب سریع جادهها شد. پس از تغییر به میلگرد گالوانیزه برای تعمیر یک پل، نتایج آنقدر چشمگیر بود که اکنون از مواد گالوانیزه برای پروژههای خود استفاده میکنند.
محدودیتهای پوششهای اپوکسی هنگام مقایسه آنها با HDG مشخص میشود.
یک لایه نازک روی سطح تشکیل میدهد؛ بدون پیوند شیمیایی.
یک پیوند شیمیایی و متالورژیکی با فولاد ایجاد میکند.
مکانیسم شکست
مستعد ترک خوردن و پوسته شدن است که باعث گسترش زنگ زدگی می شود.
خواص خود ترمیمی از خراشها محافظت میکند و از زنگزدگی جلوگیری میکند.
دوام
ممکن است در حین حمل و نقل و نصب به راحتی ترک بخورد.
لایههای آلیاژی بسیار بادوام در برابر سایش و ضربه مقاومت میکنند.
تعمیر
قابلیت تعمیر خودکار ندارد. قسمتهای آسیبدیده باید بهصورت دستی تعمیر شوند.
به طور خودکار از طریق عمل فداشوندگی از نواحی کوچک آسیبدیده محافظت میکند.
کاربرد و نگهداری نیز چالشهای قابل توجهی را برای پوششهای اپوکسی ایجاد میکند.
ریسک خسارتاپوکسی شکننده است. خراشها در حین حمل و نقل یا نصب میتوانند نقاط ضعفی برای خوردگی ایجاد کنند.
حساسیت به اشعه ماوراء بنفشفولاد با پوشش اپوکسی برای نگهداری در فضای باز به برزنت مخصوص نیاز دارد. برای جلوگیری از آسیب در برابر نور خورشید، باید پوشانده شود.
از دست دادن چسبندگی: پیوند پوشش با فولاد میتواند به مرور زمان، حتی در انبار، ضعیف شود.
محیطهای دریاییدر مناطق ساحلی، پوششهای اپوکسی میتوانند عملکرد بدتری نسبت به فولاد بدون پوشش داشته باشند. نمک و رطوبت به راحتی از هرگونه نقص کوچک در پوشش سوءاستفاده میکنند.
در محیطهای ساحلی، HDG مقاومت خود را نشان میدهد. حتی در مناطقی که بادهای نمکی مستقیم وجود دارد، فولاد گالوانیزه میتواند 5 تا 7 سال قبل از نیاز به اولین تعمیر و نگهداری دوام بیاورد. مناطق سرپوشیده روی همان سازه میتوانند 15 تا 25 سال دیگر محافظت شده باقی بمانند.
در برابر پرایمرهای غنی از روی
آسترهای غنی از روی اغلب به عنوان جایگزین مایع برای گالوانیزه ارائه میشوند. این آسترها حاوی درصد بالایی از گرد روی مخلوط با چسب رنگ هستند. ذرات روی محافظتی فداشونده ایجاد میکنند، اما این سیستم مانند رنگ معمولی به پیوند مکانیکی متکی است.
در مقابل، گالوانیزه گرم، لایههای محافظ خود را از طریق واکنش انتشار در دماهای بالا ایجاد میکند. این امر آلیاژهای واقعی روی-آهن را تشکیل میدهد که به فولاد جوش خوردهاند. یک آستر غنی از روی به سادگی به سطح میچسبد. این تفاوت در پیوند، کلید عملکرد برتر HDG است.
ویژگی
گالوانیزه گرم
پرایمر غنی از روی
مکانیسم
پیوند متالورژیکی، لایههای آلیاژ روی-آهن بادوامی ایجاد میکند.
گرد روی در یک چسب، محافظت فداشوندهای ایجاد میکند.
چسبندگی
با استحکام اتصال حدود ۳۶۰۰ psi به فولاد جوش داده شده است.
پیوند مکانیکی به تمیزی سطح متکی است؛ بسیار ضعیفتر.
دوام
لایههای آلیاژی بسیار سخت در برابر سایش و ضربه مقاوم هستند.
پوشش نرمتر مانند رنگ به راحتی خراشیده یا کنده میشود.
مناسب بودن
ایدهآل برای فولاد سازهای در کاربردهای سخت و طولانی مدت.
بهترین گزینه برای ترمیمهای بعدی یا زمانی که HDG امکانپذیر نیست.
اگرچه آسترهای غنی از روی محافظت خوبی ارائه میدهند، اما نمیتوانند با چقرمگی و طول عمر یک پوشش گالوانیزه واقعی برابری کنند. اثربخشی آستر کاملاً به آمادهسازی و کاربرد بینقص سطح بستگی دارد و در برابر خراش و آسیب فیزیکی آسیبپذیر است.
پرداختن به انتقادات رایج از HDG
یک تصور غلط رایج در مورد گالوانیزه گرم، هزینه اولیه آن است. در گذشته، HDG گاهی اوقات به عنوان یک گزینه گرانتر در ابتدا در نظر گرفته میشد. با این حال، دیگر در سال 2025 اینطور نیست.
با توجه به قیمتهای پایدار روی و فرآیندهای کارآمدتر، HDG اکنون از نظر هزینه اولیه بسیار رقابتی است. با در نظر گرفتن کل هزینه چرخه عمر، HDG تقریباً همیشه اقتصادیترین انتخاب است. سایر سیستمها نیاز به نگهداری و استفاده مجدد مکرر دارند که هزینه قابل توجهی را در طول عمر پروژه اضافه میکند.
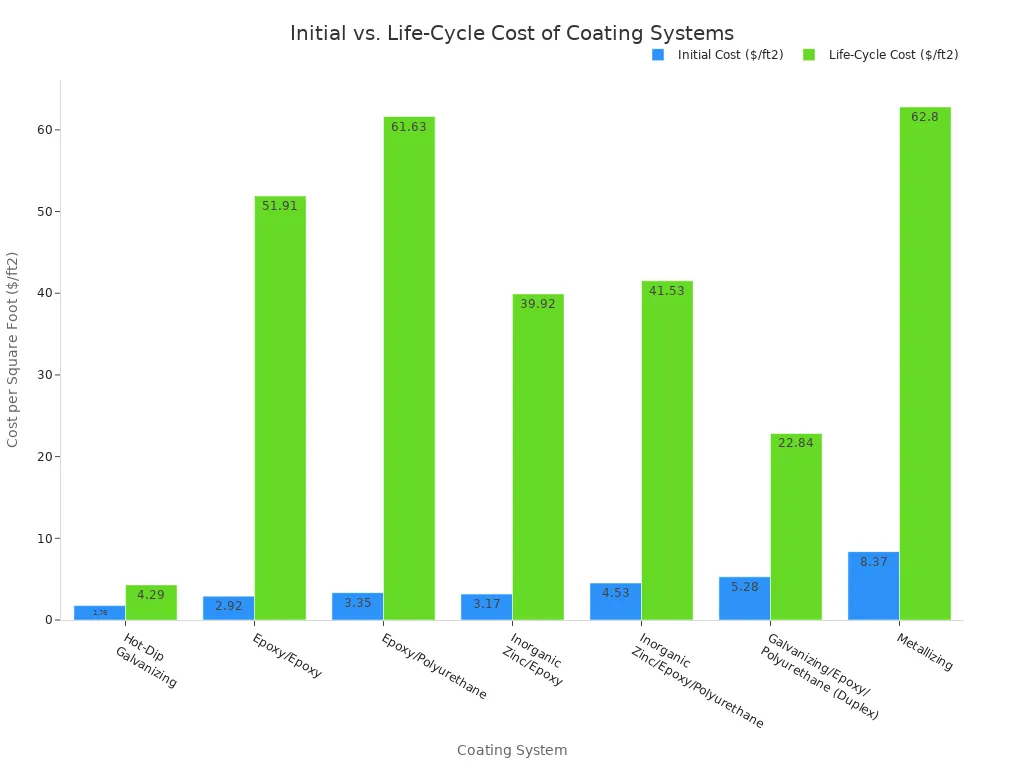
انجمن گالوانیزهکاران آمریکا یک محاسبهگر هزینه چرخه عمر (LCCC) ارائه میدهد که HDG را با بیش از 30 سیستم دیگر مقایسه میکند. دادهها به طور مداوم نشان میدهند که HDG باعث صرفهجویی در هزینه میشود. به عنوان مثال، در یک مطالعه روی پلی با عمر طراحی 75 ساله:
گالوانیزه گرمهزینه چرخه عمر داشت۴.۲۹ دلار به ازای هر فوت مربع.
یکاپوکسی/پلی اورتانهزینه چرخه عمر سیستم برابر بود با۶۱.۶۳ دلار به ازای هر فوت مربع.
این تفاوت عظیم از عملکرد بدون نیاز به تعمیر و نگهداری HDG ناشی میشود. یک سازه گالوانیزه اغلب میتواند ۷۵ سال یا بیشتر بدون نیاز به هیچ کار بزرگی دوام بیاورد. این امر آن را به هوشمندانهترین سرمایهگذاری مالی برای پروژههای بلندمدت تبدیل میکند.